Назначение и устройство токарно-револьверных станков ЧПУ
При изготовлении средних и крупных партий деталей на токарно-винторезных станках принято вести пооперационную обработку металла, так как на каждую операцию необходим свои режимы обработки, вид режущего инструмента и прочая настройка оборудования (например проверка зон взаимовлияния резцов). Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Станок ЧПУ токарно-револьверной группы (двухсуппортной, с наклонной станиной):
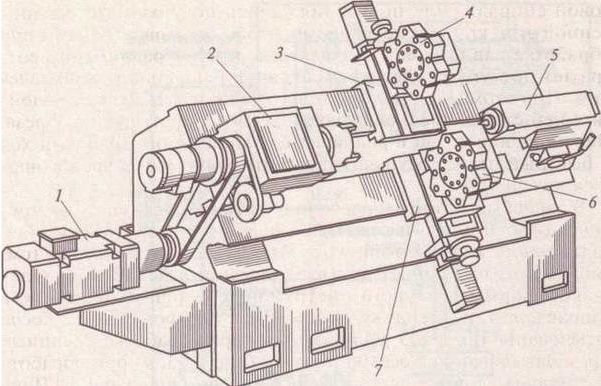
| 1 — двигатель; 2 — шпиндельная бабка; 3 — верхний продольно-поперечный суппорт, 4 — револьверная головка 16к30 верхнего суппорта; 5 — задняя бабка; 6 — револьверная головка нижнего суппорта; 7 — нижний продольно-поперечный суппорт станка. |
Точная обработка изделий с помощью станков ЧПУ требует грамотного базирования заготовки (выбор технологической базы) и уточненной настройки режущего инструмента (например с помощью системы HPMA от Renishaw). Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Программированием ЧПУ модуля станка и калибровкой режущего инструмента задается точность обработки. Если ось головки можно позиционировать под различным углом к заготовке, получают детали с более сложными поверхностями.